無錫悅揚(yáng)機(jī)械
Wuxi Reinsail Machinery



一、簡(jiǎn)述
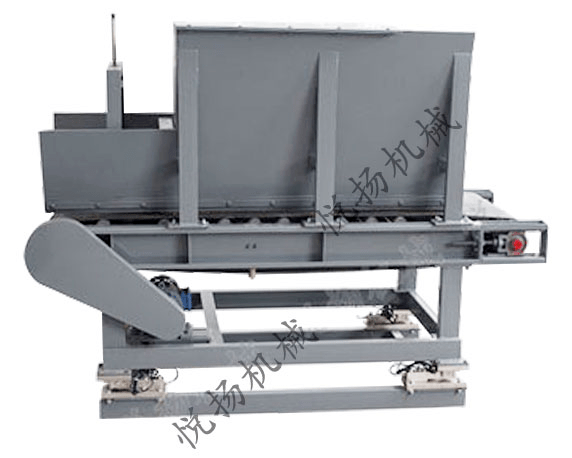
近些年,伴隨著包裝制造行業(yè)的迅速發(fā)展趨勢(shì),復(fù)合肥包裝秤在糧油食品、精飼料等制造行業(yè)中市場(chǎng)應(yīng)用。因?yàn)楫?dāng)場(chǎng)每一批原材料特點(diǎn)(溫度、環(huán)境濕度、粒度分布及流通性等)常有一些轉(zhuǎn)變,危害包裝的要素較多,以致于復(fù)合肥包裝秤的包裝速率只有按最不好的自然環(huán)境標(biāo)準(zhǔn)下、比較慢的速率開展包裝。假如依據(jù)當(dāng)今原材料特點(diǎn)設(shè)置儀表盤主要參數(shù)保持最佳裝包速率,只有對(duì)當(dāng)今原材料特點(diǎn)可用,過一段時(shí)間,原材料特點(diǎn)及自然環(huán)境變化很大,實(shí)際上包裝凈重就會(huì)超差或包裝速率很慢,危害生產(chǎn)制造。處理的一種方式 就是說實(shí)際操作工作人員不斷依據(jù)原材料特點(diǎn)的轉(zhuǎn)變調(diào)節(jié)儀表盤主要參數(shù)才可以維持較高的包裝速率。因?yàn)楫?dāng)場(chǎng)裝包工作人員多見派遣工或零工,流通性很大,不宜不斷實(shí)時(shí)控制儀表盤調(diào)節(jié)主要參數(shù)。下邊就在確保包裝精密度的前提條件下提升包裝速率的難題明確提出一種解決方法,即一種智能化復(fù)合肥包裝秤,根據(jù)復(fù)合肥包裝秤自學(xué)習(xí)培訓(xùn)、響應(yīng)式的方法全自動(dòng)調(diào)整原材料特點(diǎn)及變動(dòng)環(huán)境產(chǎn)生的危害,保持最佳工作態(tài)度。
二、智能化復(fù)合肥包裝秤計(jì)劃方案
現(xiàn)階段復(fù)合肥包裝秤機(jī)械設(shè)備一部分一般選用雙斗更替秤重的方法考慮包裝更快的規(guī)定,要是是設(shè)計(jì)方案合理配置,機(jī)械設(shè)備一部分對(duì)包裝速率的危害并不是挺大。操縱儀表盤對(duì)包裝速率的危害還是挺大的,并不是儀表盤本身的操縱難題,只是外部環(huán)境分析和原材料特點(diǎn)轉(zhuǎn)變儀表盤不可以開展智能化分辨導(dǎo)致的。下邊就簡(jiǎn)易談一下本人對(duì)智能化復(fù)合肥包裝秤操縱儀表盤操縱方法的了解。
該智能化復(fù)合肥包裝秤操縱儀表盤引進(jìn)了自學(xué)習(xí)培訓(xùn)、響應(yīng)式的作用,以融入原材料特點(diǎn)和自然環(huán)境的轉(zhuǎn)變。智能化復(fù)合肥包裝秤操縱儀表盤(簡(jiǎn)稱“儀表盤”)設(shè)定安全模式和智能加速方式二種方式,可由2個(gè)功能鍵保持相匹配的作用或由一個(gè)功能鍵更替保持相對(duì)作用。在安全模式下,儀表盤依據(jù)最不好的狀況下設(shè)置的快入料提前量、慢入料提前量開展定量分析操縱。快入料提前量、慢入料提前量設(shè)定的值很大,包裝速率比較慢,以確保在最不好的狀況下復(fù)合肥包裝秤也可以確保包裝精密度。這類單純的方法盡管確保了包裝精密度,但忽略了包裝速率,也就是說包裝高效率低,在重視生產(chǎn)率的公司中這難題急需解決。智能加速方式關(guān)鍵是儀表盤可依據(jù)智能化控制系統(tǒng)全自動(dòng)調(diào)節(jié)快入料、慢入料的預(yù)設(shè)值來做到精確定量分析、迅速包裝的目地。在智能加速方式下,每一秤重斗的初次包裝 (按雙斗復(fù)合肥包裝秤舉例說明) 儀表盤按安全模式下的主要參數(shù)工作中,儀表盤紀(jì)錄每一包的快入料提前量、快入料完畢時(shí)儀表盤示值(快入料料門徹底關(guān)掉,原材料沖擊性之后的儀表盤示值,相同)、慢入料提前量、稱重最后示值和相對(duì)情況下的時(shí)間(含剛開始給料機(jī)的時(shí)間)等主要參數(shù)。儀表盤依據(jù)智能化控制系統(tǒng)和左右紀(jì)錄的主要參數(shù)全自動(dòng)測(cè)算外對(duì)當(dāng)今原材料開展提升(相對(duì)性之前)的快入料提前量、慢入料提前量(留出一定的安全性能,安全性能可在儀表盤內(nèi)設(shè)定),下一包將按儀表盤提升后的主要參數(shù)開展定量分析操縱,并紀(jì)錄該包的快入料提前量、快入料完畢時(shí)儀表盤示值、慢入料提前量、稱重最后示值和相對(duì)情況下的時(shí)間(含剛開始給料機(jī)的時(shí)間)等主要參數(shù),儀表盤依據(jù)智能化控制系統(tǒng)和紀(jì)錄的主要參數(shù)全自動(dòng)測(cè)算出下一包的快入料提前量、慢入料提前量等主要參數(shù)。依此類推,根據(jù)自學(xué)習(xí)培訓(xùn)、響應(yīng)式的方法儀表盤迅速就能測(cè)算出合適當(dāng)今原材料的最好主要參數(shù),在確保包裝精密度的前提條件下保持最佳包裝速率。如碰到超差很大的狀況,儀表盤馬上轉(zhuǎn)到再次進(jìn)到智能加速方式的情況,即每一秤重斗的初次包裝按安全模式下的主要參數(shù)包裝,隨后測(cè)算相對(duì)的提升主要參數(shù),之后將進(jìn)到一切正常智能加速方式工作中,即按儀表盤智能化測(cè)算的主要參數(shù)開展不斷日常動(dòng)態(tài)調(diào)整來確保包裝精密度和保持最佳包裝速率。為融入不一樣的當(dāng)場(chǎng)自然環(huán)境和原材料特點(diǎn)的轉(zhuǎn)變,在智能加速方式下也需依據(jù)當(dāng)場(chǎng)狀況鍵入一些主要參數(shù),如總體目標(biāo)預(yù)設(shè)值、快入料提前量、慢入料提前量、快入料提前量的安全性能、慢入料提前量的安全性能、慢入料的最少時(shí)間等。
在智能化控制系統(tǒng)中可根據(jù)儀表盤紀(jì)錄的相對(duì)情況下的時(shí)間 (含剛開始給料機(jī)的時(shí)間) 就能測(cè)算出快入料、慢入料的總流量尺寸,與標(biāo)準(zhǔn)值較為就能分辨是不是存有堵料、欠料等出現(xiàn)異常情況,并輸出警報(bào)提醒。根據(jù)儀表盤紀(jì)錄的快入料完畢時(shí)儀表盤示值、慢入料時(shí)間來分辨包裝速率的提升水平,進(jìn)一步調(diào)節(jié)快入料提前量的值,提升包裝速率。在沒有堵料或欠料的狀況下,假如快入料完畢時(shí)儀表盤示值在一切正常范圍之內(nèi),慢入料時(shí)間超出最少慢給料機(jī)時(shí)間段,儀表盤就能依據(jù)智能化控制系統(tǒng)全自動(dòng)提升快入料提前量;在沒有堵料或欠料的狀況下,根據(jù)儀表盤紀(jì)錄的稱重最后值來調(diào)節(jié)慢入料提前量標(biāo)值的方式 來確保包裝精密度。或許,左右智能化控制系統(tǒng)供參考,實(shí)際保持還必須依據(jù)當(dāng)場(chǎng)出現(xiàn)的難題由有關(guān)儀表盤開發(fā)者進(jìn)一步設(shè)計(jì)方案。
如拆換包裝原材料的類型或規(guī)格型號(hào)后需變更秘方并再次進(jìn)到智能加速方式由儀表盤全自動(dòng)測(cè)算主要參數(shù),也可在相匹配秘方的安全模式下開展人工服務(wù)確認(rèn)主要參數(shù)開展包裝。一般擇優(yōu)選智能加速方式,人工服務(wù)確認(rèn)主要參數(shù)僅僅一個(gè)選擇項(xiàng)。
如碰到原材料特點(diǎn)轉(zhuǎn)變十分大或其余要素危害十分大的當(dāng)場(chǎng),可根據(jù)功能鍵挑選在安全模式下工作中,嚴(yán)禁選用智能加速方式。
三、智能化復(fù)合肥包裝秤別的作用
智能化復(fù)合肥包裝秤不但在確保包裝精密度前提條件下會(huì)保持最佳包裝速率,并且可根據(jù)提升其余作用處理一些在實(shí)際上包裝全過程中碰到的難題。當(dāng)在包裝全過程中,因?yàn)橐恍┊?dāng)場(chǎng)生產(chǎn)制造的緣故(如拆換平板車、下屬皮帶輸送機(jī)禮包及常見故障維修等)必須終止裝包較長(zhǎng)的時(shí)間。因?yàn)殪o止不動(dòng)過久后,料倉內(nèi)原材料的特點(diǎn)會(huì)有一定的更改,如按之前的主要參數(shù)裝包非常容易出現(xiàn)超差狀況。選用智能化復(fù)合肥包裝秤后,盡管儀表盤工作中在智能加速方式下,如終止工作中超出設(shè)置的中止時(shí)間 (可在儀表盤主要參數(shù)中設(shè)定) 后,儀表盤全自動(dòng)再次進(jìn)到智能加速方式,處理長(zhǎng)期終止工作中料倉內(nèi)原材料特點(diǎn)的轉(zhuǎn)變產(chǎn)生的危害。
四、結(jié)語
提升智能化系統(tǒng)水平,減少對(duì)作業(yè)者的規(guī)定,提高工作效率是包裝制造行業(yè)發(fā)展趨勢(shì)的發(fā)展趨勢(shì)。智能化復(fù)合肥包裝秤引進(jìn)了自學(xué)習(xí)培訓(xùn)、響應(yīng)式的作用,在確保包裝精密度的前提條件下可保持最佳包裝速率,具備不錯(cuò)的發(fā)展前途。